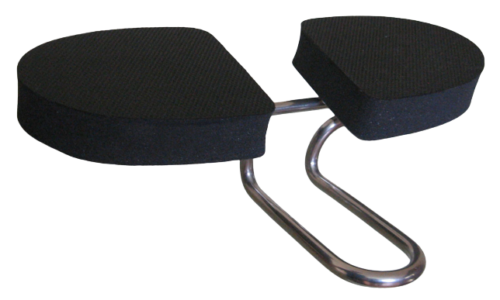
Our Noseless Bike Seat For Men – And our Noseless Bike Seat For Women
“Hi Jeffrey! Here is our picture and testimonial: Last week my Brother-in-law, Nephew and I rode about 101 miles on trails in Wisconsin. We connected The Great River Trail, The LaCrosse Trail, The Elroy-Sparta Trail and the 400 Trail. It was a great day for biking, and we all ride your Spongy Wonder Noseless Bike Seat so we called our ride ‘The Spongy Wonder 100’. Good Times.” – Phil
The Spongy Wonder Noseless Bike Seat Gives You:










Spongy Wonder Noseless Bike Seat testimonials
Thanks for the great service Jeff. I love this noseless bike seat for women and have been commuting on it 3-5 days per week since 2006! It is the best conversation starter and I have had no pain or discomfort since I began using your noseless bike seat for women.
Just ordered a Spongy Wonder noseless bike seat for my husband as a result of speaking with Jeff. I found him informative, kind, helpful and available. Looking forward to my husband’s face as he has NO IDEA I am buying him a prostate friendly bike seat! And then again when he comes home from a ride and he tells me how amazing I am for finding this!
Hello from the Los Alamos Fire! I want to report back and thank you. I’ve never had a more comfortable bike seat in the 28 odd years I’ve been riding! The Spongy Wonder noseless bike seat was astonishingly comfortable from the moment I parked myself on it. Even more, today I was hill climbing to see whether the SW was going to be there where it counts. Again, I was amazed! Climbing hills, I found I stood easier to pump. It felt so natural! You folks really have a winner. Great engineering! – Cheers
Dear Jeff, I have two Spongy Wonder Prostate Friendly Noseless Bike Seats, one on an electric mountain bike with 2000 miles and one on a mountain bike with over 5000 miles. It’s a great invention and I will never use any other kind. On both bikes I have suspension seat posts – a great combination. – Thanks
Dear Spongy Wonder Man, I have been very pleased with your noseless bike seat – it is the most comfortable bike seat I have ever had. I’ve been using the Spongy for more than 5 years.
The Spongy Wonder noseless bike seat has been a great success. It is on my Giant Lafree electric bike. I had a lot of pain in my tail-bone but it has solved the problem. I also think the Spongy Wonder prostate friendly noseless bike seat acts as a deterrent for anyone thinking of stealing the bike as most folk can’t believe that it’s actually a comfortable bike seat and fantastic for prostate relief.
To All Potential SW noseless bike seat customers – Everything you read in the testimonials is true!
I have enjoyed many trouble free miles/hours with the Spongy Wonder noseless bike seat. It’s certainly well made with quality materials. Thanks for producing a quality product that performs as advertised. – Sincerely
Hello Jeff, I received my Spongy Wonder prostate friendly noseless bike seat for men yesterday and did my daily 15k commute. It is absolutely amazing! It should be forbidden to sell standard seats!
Jeff, I have been riding for 25 years, and after long rides I would have lasting pain and discomfort. I tried every noseless bike seat I could find. Spongy Wonder’s noseless bike seat for men has been my ride for 8 months and I will never go back! No discomfort and I can maintain pace and climbing ability with my cycling friends. Thanks for a wonderful product!! – Sincerely
I wasn’t convinced at first. Going uphill was a totally new experience. But I stuck with it and within a week I was basically back to my old climbing stride. Your noseless bike seat forces a more natural and balanced motion going uphill. On the flat, nothing compares to it. Its so natural with no friction or grinding of bits. Forty miles is nothing with the Spongy Wonder noseless bike seat. A totally comfortable prostate-friendly (and everything else) bike seat! – Most Respectfully Yours,
I have thoroughly enjoyed my Spongy Wonder women’s noseless bike seat and have ridden many miles on it with no soreness or numbness. Every fall my sister and I ride a 70 mile round trip from West Yellowstone to Old Faithful and back. I get a lot of questions about my Spongy Wonder noseless bike seat and tell everyone that it is the most comfortable bike seat for women I have sat on.
After an operation I had hypersensitive pelvic nerves. I was depressed because I was unable to cycle. By completely removing any pressure my Spongy Wonder noseless bike seat for women has enabled me to cycle again, which I thought would never happen. I recommend Spongy Wonder’s noseless bike seat to anyone who has pelvic pain and longs to rediscover the joy of cycling.
Dear Jeff, My husband and I have been using the spongy wonder noseless bike seat for women for more than three years and I will not ride on anything else. I am surprised that you haven’t retired on a tropical island somewhere! – Sincerely
Hi Jeff, Just wanted to let you know that I LOVE the Spongy Wonder noseless bike seat! I was told that I would have to stop biking due to a painful condition. Your comfortable seat for women came up on the National Vulvodynia Association website and it sounded promising. I will never go back to any regular bicycle seat after the pleasure of your truly comfortable bike seat! Well done and thank you!
Hi Jeff, Your work is revolutionary and changed everything for my ride. Consequently I can now go miles without having to stop to remedy numbness. People are always interested in your noseless bike seat and I take the time to tell them about it. You’ve gained a lifetime customer & supporter.
I had terrible pain in the perineum and had to stop riding. As a result of intense research I found The Spongy Wonder noseless bike seat. I was surprised to be sitting on the sit bones – the natural position. It takes a little time to get used to it but the result is there: no torture. The spongy wonder prostate friendly noseless bike seat is a comfortable bike seat made from heavy duty material. Hence, it’s a “one seat for life” concept. Thank you Mr. Dixon for your time, and for the after sales service.
I have ridden with the Spongy Wonder noseless bike seat for several years and all the things you say are true. Why more people don’t catch on is something of a mystery given the severe discomfort of traditional saddles. Your comfortable noseless bike seat allowed me throw out my cycling shorts – with all their heat and bother. Wunderbar! Thank you for a good idea!
I’ve been using a Spongy Wonder noseless bike saddle for a few years now. Some years before that I developed a sensitive nerve in the perineum and could only ride recumbents. If you ever decide to retire, let me know so I can buy a lifetime’s supply of cushions. Not that that would be many because they do seem to last. –
I’ve had your noseless bike seat for about two years and it’s great! I tried several supposedly anatomically correct bicycle seats with slots down the middle to end numbness, ED, and find some prostate relief – no difference. Then I tried yours. No problems installing it, zero pressure on the perineum. Thank you for making such a well-designed, well-made comfortable bike seat.
Hi Jeff, Enjoying my Spongy Wonder noseless bike saddle! I had vasectomy complications that would not allow me to sit with a nosed saddle. In fact the traditional bicycle seats were the primary cause of my problem. After 2 surgeries I’m finally back on the bike thanks to your comfortable noseless bike seat. Thanks again for saving my favorite hobby over the last 35 years! – Yours Cyclingly
Last summer I experienced a lot of pain in the perineum, and prostate issues. Although my urologist told me to quit riding, I went ahead and purchased the Spongy Wonder noseless bike seat. I am very happy to report that I am back to my normal distance of 20 to 30 miles per day – pain free. –
Dear Spongy Wonder, I ride approx. 4000-5000 miles each year including the severe winters of the northeast. I have used your prostate noseless bike seat for 4 years and with the same cushions that came with it. Your noseless bike seat is also on our indoor trainer that my wife uses. This has to be the best product on the market. I would sincerely like to thank you for coming up with this terrifically comfortable bike seat. Great quality, great price and the thing will last forever (and no more numbness!!) – Thanks.
Hey Mr. Noseless Bike Seat Inventor!: NOT just for the men! I just completed a 250 mile ride as part of Cycle Oregon. It would have been impossible without your women’s noseless bike seat. Thanks again – you made it all possible!
I have 1000KM on my Spongy Wonder noseless bike seat and will never go back. Tomorrow I go to Italy and spongy is coming with me. What wondrous prostate relief!
Hi Jeff! I am totally thrilled with the Spongy Wonder noseless bike seat! I had been in constant pelvic pain, unable to enjoy most of life, much less ride my bike. My awesome physiotherapist told me that another patient was riding again with your comfortable noseless bike seat for women. Now I am riding my mountain bike everywhere and my pain has disappeared. Your Spongy Wonder woman’s noseless bike seat saved my sanity and certainly improved my quality of life!
Dear Jeffrey, I love my spongy wonder noseless bike seat! Friends and family have been ordering, and copies of your web page are circulating around our hospital! Most noteworthy: my previously sore, aching and raw parts feel heavenly after a bike ride. Hence I recommend greater marketing to women with your comfortable noseless bike seat. Thank you, thank you thank you.
Due to a tailbone injury I was unable to ride my mountain or road bike. I tried several different types – even an ultra wide soft leather one, but not one was a comfortable bike seat. My husband surprised me with the Spongy Wonder noseless bike seat for women this past Spring. I have been able to ride my bike every day with no problems. My tailbone has since healed and although I can ride with a traditional bike seat, I prefer the Spongy Wonder noseless bike seat. – Regards
Hi Jeff! Without my Spongy Wonder noseless bike seat I would be unable to cycle because I have vulvodynia. But due to your wonderful comfortable bike seat I can ride as much as I want!
Dear Spongy Wonder, I tried every noseless bike seat in the market and nothing worked. I had stopped riding for a year until a friend told me about the Spongy Wonder noseless bike seat which he saw at a bicycle exposition. Your seat is a miracle. – Thanks
I am very happy with the Spongy Wonder noseless bike seat, which I’ve been using for a couple of years now. I now have one on my road bike, on my Brompton folder. Both have the neoprene seat covers.
Hey Jeff! I ride a 2008 Rocky Mountain CXR cycle-cross bike. I must admit that on the first day I wanted to throw it out immediately. However, after making adjustments I was able to enjoy riding again. People ask “How do you handle the bike without a nose?” The answer is “Just fine.” Your prostate friendly noseless bike seat was a great purchase and I ride everyday, everywhere, in all conditions. It’s solidly made and takes being left out in rain, wind, hail, etc. No rust or soggy seats. The cushion does not soak up any water. I was pleased to note that all the riding and abuse the seat did mellow slightly which made it an even more comfortable bike seat. When it first arrived it was a touch firm for my taste. But now it is just right. – Cheers
Once I tried your comfortable bike seat, I never wanted to ride on any other bicycle seat. All riding videos that I manufacture are used with me sitting on The Spongy Wonder Noseless Bike Seat
The Spongy Wonder noseless bike seat is awesome! Couldn’t be happier after a month of daily use!
Jeff, Your spongy wonder noseless bike seat is amazing. I’ve been trying to find a comfortable bike seat but they all irritated my fistula so badly I couldn’t sit. Due to The Spongy Wonder Noseless Bike seat I am spinning everyday for the first time in years and loving it. – Thanks
I have been riding my bike with the Spongy Wonder noseless bike seat for more two years. However, my wife tried it once and never gave it back to me. The only shortcoming of your noseless bike seat is that you will certainly need to outfit your whole family. Once you try the Spongy Wonder noseless bike seat for men and women you’ll never go back. – Best,
Hi from Spain! I have been using Spongy Wonder noseless bike seat the last 18 months. The Spongy Wonder is not one more saddle – IT IS THE SADDLE! – Sincerely,
I had surgery 4 years ago and had to stop cycling due to nerve pain. The Spongy Wonder no nose bike seat allows me to ride because all the weight is moved to the buttocks. A Brilliant Comfortable Bike Seat!
I bought your prostate friendly noseless bike seat last year and it’s the BOMB! I ride my bike every day and I don’t get my junk crushed. Your Spongy Wonder Noseless Bike Seat has certainly changed my life and it’s pretty cool to talk with the inventor. Thank you Jeff!
Hey Jeff, Enjoying my new Spongy Wonder noseless bike seat for men – BIG TIME! Once I found that “sweet spot” ..YOWZA! My wife gets up in the morning and I’m already GONE, … sometimes for hours. I meet with my urologist next month and I’ll give him your business card …. more than one if he wants. AWESOME! Thank you Jeff. – Best regards,
Hi There, I bought your spongy wonder noseless bike seat 18 months ago after seeing it in a UK newspaper. It completely changed my life – riding became total pleasure and saddle soreness was a thing of the past! Congratulations for coming up with such an excellent invention!P.S. We are going to have a child– can’t help thinking that your spongy wonder noseless seat played a part!









